CNC Operation Time Dataset
- Citation Author(s):
-
Muhammet Rasit Cesur
 (Istanbul Medeniyet University)
Elif Cesur
(Istanbul Medeniyet University)
(Istanbul Medeniyet University)
Elif Cesur
(Istanbul Medeniyet University)
- Submitted by:
- Elif Cesur
- Last updated:
- DOI:
- 10.21227/zq77-mr32
- Data Format:
 383 views
383 views
- Categories:
- Keywords:
Abstract
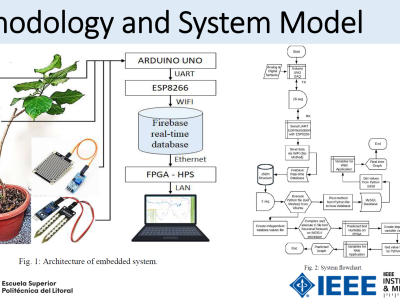
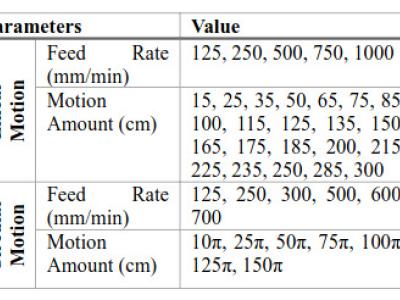
A CNC adapter was utilized together with the software established as part of the GRBL project to operate the CNC adapter, and two data sets were produced for the physical model in order to build the linear and circular motion models. The parameters for motion quantity, motion duration, and feed rate are in the data set. The motion duration in milliseconds was measured in real-time using an INA 219 current sensor with a frequency of 500 kHz and an Atmega-328P microcontroller driven by a 16 MHz crystal. The inbuilt 8 MHz clocks of the microcontroller were used to record the time. For each and every feasible combination of the characteristics given in the supplied image, feed rates and the number of displacements were ordered.
Instructions:
The dataset comprises 3 distinct columns with the first one indicating the total duration of machine operation, which is used as the output variable. The remaining two columns hold the feed rate and motion information, respectively. The feed rate represents the velocity of the machine, whereas the motion reflects the overall amount of motion. The movement amount corresponds to the maximum movement of all axes simultaneously, and it is the highest value of movement in any given instance for the CNC or robot.